

Hochtemperatur-Schüttgutventile sind zusätzlichen Belastungen ausgesetzt
Für eine globale Lieferkette, in der Bauteile über weite Strecken unter freiem Himmel transportiert werden, sind neue Beschichtungstechnologien erforderlich.
Diesen Artikel finden Sie auf Seite 4 unserer neuen Sonderpublikation Marktnähe – Fortschritte in der Beschichtungstechnologie, die über Branchentrends und Vordenker berichtet.
Von Neil Wilds, Global Product Director – CUI/Testing
Viele Jahre lang waren Epoxide und Epoxyphenole die bevorzugten Beschichtungen zur Verhinderung von Korrosion unter der Isolierung (CUI) in Armaturen und Rohren. Dafür gibt es einen guten Grund. Sie erbringen unter diesen begrenzten, aber anspruchsvollen Bedingungen gute Leistungen.
In den letzten Jahren haben jedoch neue Bedingungen in der Lieferkette zu einer zusätzlichen Belastung für große Schüttgutventile und -rohre geführt, die für den Hochtemperaturbetrieb in der Öl- und Gas- und Energieindustrie bestimmt sind. Bedauerlicherweise waren unmodifiziertes Epoxidharz und Epoxidphenolharz nie für diese neuen Belastungen vorgesehen.
Da sich die Lieferkette von einer lokalen zu einer globalen Kette entwickelt hat, legen Schüttgutventile weite Strecken vom Ort der Herstellung und Beschichtung bis zum Einsatzort zurück. Auf dieser Reise sind sie korrosiven atmosphärischen Bedingungen und ultravioletten (UV-)Strahlen ausgesetzt, mit unglücklichen Folgen.
Für große Öl- und Gas-Downstream-Projekte werden die meisten Schüttgutventile in Spanien, Italien, Deutschland und dem Vereinigten Königreich hergestellt und lackiert und dann zu Raffinerien im Nahen Osten transportiert. Sie werden lackiert und zu komplett montierten Modulen zusammengesetzt, bevor sie die lange Reise in die Meeresluft von Atlantik und Mittelmeer antreten. Außerdem kann es vorkommen, dass sie auf der Baustelle unter freiem Himmel gelagert werden, bis sie eingebaut werden.
Diese Reise kann sich über mehr als sechs Monate bis zu einem Jahr erstrecken. Während dieser Zeit sind Oberflächenschäden der C5/CX-Umgebung ausgesetzt, zunächst beim Seetransport und dann in den Küstengebieten, in denen sich die meisten Raffinerien – und einige Kraftwerke – befinden. Falsch formulierte Epoxidharze und Epoxidphenole sind unter diesen Bedingungen nicht gut geeignet. Die Folge ist eine sehr starke Korrosion der Ventile sowie eine Erosion der Filmbasis durch die UV-Belastung. Sehr oft müssen die Ventile komplett neu gestrahlt und beschichtet werden, was für die Engineering-Procurement-Firmen (EPC), die für den Zustand der Ventile in den ersten fünf Betriebsjahren verantwortlich sind, einen erheblichen Aufwand bedeutet.
Eine weitere Herausforderung in der heutigen Lieferkette besteht darin, dass Massenarmaturen beschafft werden, bevor ihre genauen Betriebsbedingungen vollständig ermittelt wurden. Diese Umstände sind eine Herausforderung für Materialingenieure, Beschichtungsspezialisten und Lackhersteller, die für die Spezifikation von Beschichtungen verantwortlich sind. Einerseits müssen die Bauteile vor CUI und großer Hitze in bestimmten Temperaturbereichen geschützt werden. Andererseits müssen sie möglicherweise vor Korrosion oder UV-Zersetzung unter atmosphärischen Bedingungen geschützt werden. Die Wahl des falschen Beschichtungssystems kann nicht nur zu Korrosion und Transportschäden führen, sondern auch zu einem vorzeitigen Versagen der Beschichtung, selbst innerhalb von drei Betriebsjahren.
Die komplexe Versorgungskette in der Öl- und Gas- sowie in der Energiewirtschaft erfordert heute eine vielseitigere Hochleistungsbeschichtungstechnologie, die der NACE SP0198-2017, „Kontrolle von Korrosion unter thermischen Isolier- und Brandschutzmaterialien – ein Systemansatz,“ entspricht und Schüttgutventile vor einer Vielzahl von möglichen Leistungsbedingungen schützt.
Eine neue Lösung gegen UV-Zersetzung und Korrosion
In Anbetracht der Entwicklung der Lieferkette für Schüttgutventile weisen Epoxid- und Epoxidphenolharze mehrere Schwachstellen auf, die umfassend untersucht werden sollten:
1. Sie können von Natur aus spröde sein und mechanisch beschädigt werden.
2. Wenn beschädigte Bereiche korrosiven Umgebungen ausgesetzt sind, arbeitet sich die Korrosion unter die Folie, was zu Abblättern, Blasenbildung und Ablösung führt.
3. Sie können durch UV-Belastung erodieren oder ihre Schichtdicke verlieren, wenn sie nicht überbeschichtet werden.
Epoxidphenole wurden ursprünglich aufgrund ihrer Chemikalienbeständigkeit als Tankauskleidungen verwendet. Für diese Anwendung war es nicht erforderlich, die Formulierung für die UV-Exposition zu ändern. Ursprünglich galt dies auch für Epoxidphenole, die für Hochtemperaturanwendungen eingesetzt wurden. Aber wie wir gesehen haben, haben sich die Umstände geändert, und inzwischen ist die UV-Belastung ein regulärer Bestandteil der Betriebsbedingungen für große Schüttgutventile und -rohre. Bedauerlicherweise weisen Technologien auf Basis von aminhärtendem Epoxidharz subtile Schwächen auf. Eine Schwachstelle liegt in den Kohlenstoff-Kohlenstoff-Bindungen, die nachweislich unter thermischer und Photooxidation leiden. Die Vergilbung von Epoxiden in UV-Umgebungen ist ein Anzeichen für den Zerfall des Epoxidharznetzwerks. Mit der Zeit zerfällt dieses Netz und führt zu starker Erosion.
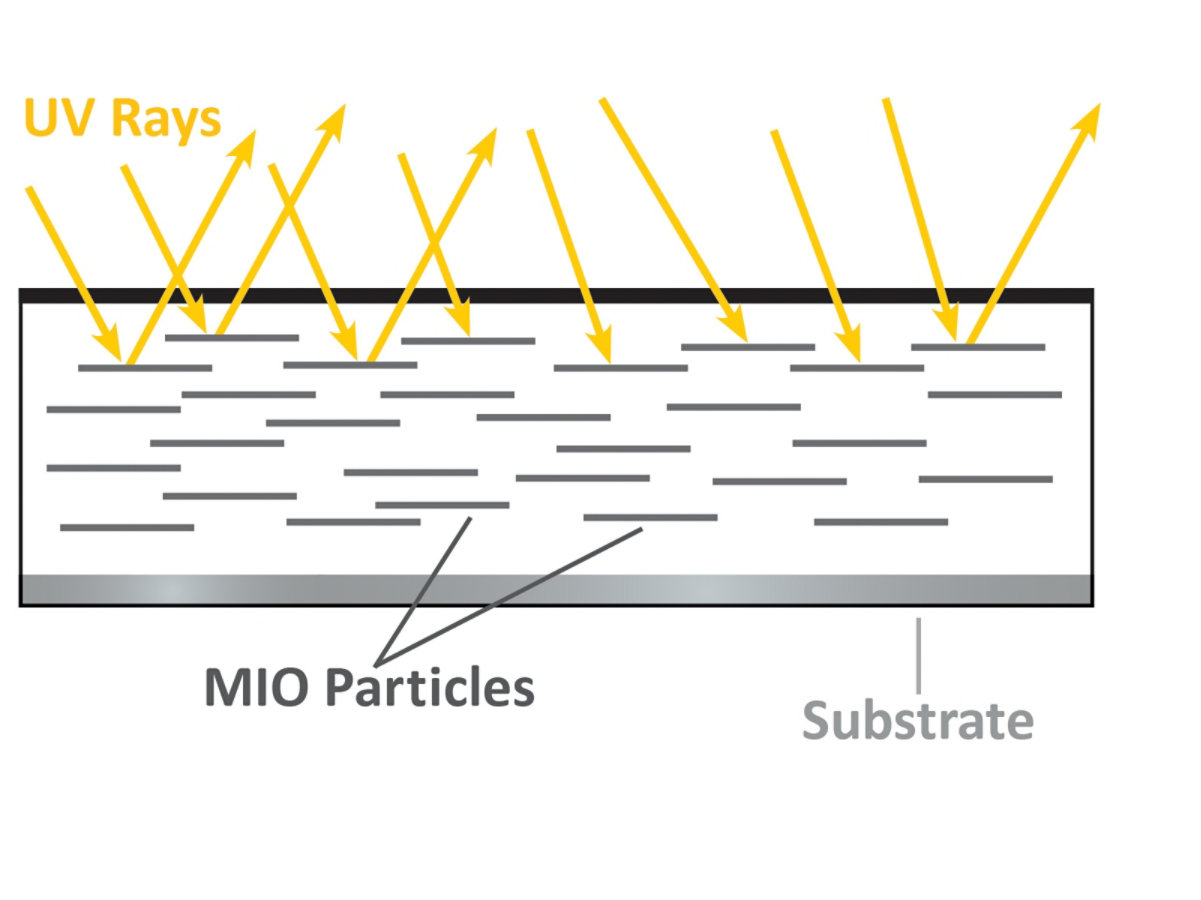
Eine gewisse Modifizierung der Epoxidphenole ist daher notwendig, um sie gegen UV-Belastung zu schützen. So sind zum Beispiel lamellare Pigmente wie Eisenglimmer (MIO) starke UV-Licht-Absorber. Die Form und Anordnung der MIO-Teilchen im Beschichtungsfilm ist im Vergleich zu herkömmlichen körnigen Pigmenten sehr effektiv bei der Ablenkung von UV-Strahlen. Wie Glasscherben oder winzige Spiegel wirken MIO-Teilchen reflektierend, schaffen aber gleichzeitig einen verschlungenen Pfad für UV-Strahlen (siehe unten). MIO-Teilchen sind auch chemisch inert, widerstandsfähig gegen hohe Temperaturen und bilden eine physikalische Barriere, die das Eindringen von Wasser, Sauerstoff und Ionen verhindert.
Wenn MIO-Teilchen als Pigment in einer inerten multipolymeren Matrixbeschichtung (IMM) verwendet werden, entsteht ein Film, der unmodifizierte Epoxide sowohl in Bezug auf die Erosionsbeständigkeit bei UV-Belastung als auch auf die Korrosionsbeständigkeit bei atmosphärischen Bedingungen übertrifft. Im weiteren Verlauf dieses Artikels wird diese Formulierung als MIO/IMM bezeichnet – wie durch Heat Flex® Hi-Temp 1200 von Sherwin-Williams Protective & Marine dargestellt.
Erosionsprüfung
Um die MIO/IMM-Formulierung auf Erosion unter UV-Einwirkung zu testen, verwendete Sherwin-Williams eine britische Norm (BS EN 927-6:2018), die ursprünglich für Holzbeschichtungen entwickelt wurde und die Bewitterung in einer Umgebung mit hohem UV-Anteil simulieren sollte. Das Verfahren besteht aus einem vierstufigen Zyklus mit Kondensation, UV-Bestrahlung und Wassernebel. Das Experiment aus 17 Zyklen wurde von einem externen Labor durchgeführt. Die Ergebnisse in der nachstehenden Grafik zeigen, dass die MIO/IMM-Technologie der Erosion standhält, während nicht modifizierte Epoxidphenole schnell erodieren. Die neue Formulierung übertrifft auch die Technologie der alkylierten Aminepoxidharze (AAE), eine neu eingeführte Alternative zu herkömmlichen Epoxidharzen für Hochtemperaturanwendungen.
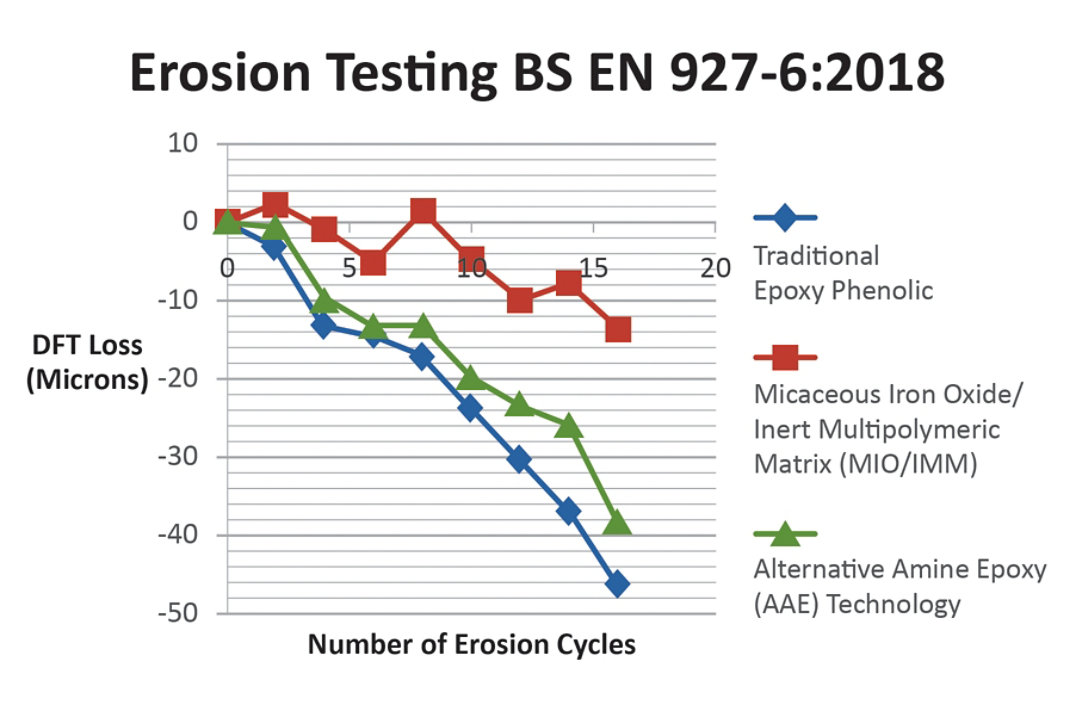
Es gibt zwei Hauptgründe für die überlegene Leistung der MIO/IMM-Formulierung. Die Silizium-Sauerstoff-Bindung in MIO/IMM-Beschichtungen ist viel stärker als die Kohlenstoff-Kohlenstoff-Bindung von Epoxidphenolen. Darüber hinaus schützen die MIO-Teilchen das Harzsystem vor UV-Strahlen, im Gegensatz zu den nicht filternden Pigmenten in herkömmlichen Phenolharzen.
In einem separaten Versuch beauftragte Sherwin-Williams ein externes Labor mit der Durchführung zyklischer Korrosionstests nach ISO 12944-9:2018. Der Test bestand aus Nass- und UV-Zyklen über sieben Tage. Die Ergebnisse zeigten starke Kreidung und Filmerosion bei der traditionellen Epoxidprobe. Im Gegensatz dazu wies die MIO/IMM-Probe keine Kreidung auf.
Korrosionstests
Die MIO/IMM-Formulierung wurde gründlich in Hochtemperatur- und CUI-Anwendungen getestet, jedoch wollte Sherwin-Williams herausfinden, ob die Formulierung auch unter atmosphärischen Bedingungen, ohne Wärmeaktivierung oder Verwendung einer Korrosionsschutz-Grundierung, funktioniert. Daher beauftragte das Unternehmen ein externes Labor mit dem Testen von Proben gemäß ISO 12944 C5M. Der Test umfasst 1440 Stunden heißes Salzsprühen.
Das MIO/IMM-Beschichtungssystem wurde direkt auf Metall aufgetragen (DTM). Um eine mechanische Beschädigung zu simulieren, frästen die Labortechniker dann eine 1 mm breite Ritzmarkierung ein. Nach dem Test wurde die Kriechfähigkeit an der eingeritzten Stelle jeder Probe gemessen. Die unten dargestellten Ergebnisse belegen, dass die Kriechfähigkeit unter dem Film ab der Ritzmarkierung ≤ 0,3 mm betrug. Bemerkenswert ist, dass die MIO/IMM-Beschichtung ohne Grundierung in einer C5-Umgebung gemäß der Norm ISO 12944 funktioniert.
Referenzprobe |
Exposition der Platte |
ISO 2409 Klassifizierung des Haftvermögens |
Maximale Unterwanderungskorrosion (mm) |
ISO 4628-2 Blasenbildung (Dichte/Größe) |
ISO 4628-3 Rosten (Ri) |
ISO 4628-4 Rissbildung (Dichte/Größe) |
ISO 4628-5 Abblätterung (Dichte/ Größe) |
158-16 |
1440 Std. Neutraler Salzsprühnebel |
1 |
0,3 |
0(S0) |
0 |
0(S0) |
0(S0) |
158-17 |
1 |
0,3 |
0(S0) |
0 |
0(S0) |
0(S0) |
|
158-18 |
1 |
0,2 |
0(S0) |
0 |
0(S0) |
0(S0) |
Anschließend führten die Techniker ein noch aggressiveres Testprotokoll durch, den Alterungstest nach ISO 20340 (jetzt ISO 12944 CX), der normalerweise den besten atmosphärischen Systemen für den Offshore-Einsatz vorbehalten ist. Er umfasst 4.200 Stunden unter verschiedenen Bedingungen, die dem Muster von UV-Belastung, heißem Salzsprühnebel und Gefriertemperatur folgen. Die Ergebnisse, die von einem externen Labor erstellt wurden, zeigten ein Kriechverhalten unter dem Film von 1-2 mm (siehe unten). Dies entspricht den Leistungskriterien für Systeme auf Zinkbasis (< 3 mm) und übertrifft bei weitem die Leistungskriterien für Epoxidsysteme (< 8 mm).
Referenzprobe |
Exposition der Platte |
ISO 4624 Haftung (MPa) |
Durchschnittliches Korrosionskriechen (mm) |
ISO 4628-2 Blasenbildung (Dichte/Größe) |
ISO 4628-3 Rosten (Ri) |
ISO 4628-4 Rissbildung (Dichte/Größe) |
ISO 4628-5 Abblätterung (Dichte/ Größe) |
156-13 |
Nicht exponierte Haftung vor dem Test |
1,97 |
|
|
|
|
|
156-18 |
4200 Stunden Alterungsbeständigkeit |
2,59 |
1,8 |
0(S0) |
0 |
0(S0) |
0(S0) |
156-19 |
2,57 |
1,1 |
0(S0) |
0 |
0(S0) |
0(S0) |
|
158-19 |
2,41 |
1,2 |
0(S0) |
0 |
0(S0) |
0(S0) |
Fazit: Eine Einschicht-Technologie für den gesamten Bereich der Einsatzbedingungen
CUI-Beschichtungen werden oft rigoros auf ihre Leistung bei Isolierung und großer Hitze getestet, aber überhaupt nicht auf Korrosionsschutz in der Umgebung oder Beständigkeit gegen UV-Zersetzung. Aber wie die Branche weiß, sind diese Bedingungen ein unvermeidlicher Bestandteil der globalen Lieferkette für Schüttgutventile und -rohre in der Energie-, Öl- und Gasindustrie. Die auf diesen Bauteilen aufgebrachten Beschichtungen müssen unter allen Bedingungen funktionieren, denen sie ausgesetzt sind, und zwar nicht nur nach dem Einbau (am hinteren Ende), sondern auch vor dem Einbau (am vorderen Ende).
Das wichtigste Branchendokument für die Auswahl von Beschichtungen für Hochtemperaturanwendungen ist die NACE-Norm SP0198-2017. Verschiedene Arten von Beschichtungen sind für unterschiedliche Temperaturbereiche vorgesehen, was für Planer problematisch sein kann, wenn sie nicht genau wissen, in welchen Anwendungen ihre Schüttgutventile eingesetzt werden. Phenolische Epoxide können zum Beispiel für -45° bis 150 °C spezifiziert werden, während Novella-Epoxide für -45° bis 205 °C spezifiziert werden würden.
Glücklicherweise ist die MIO/IMM-Formulierung, die als Heat Flex Hi-Temp 1200 unter der Marke Sherwin Williams erhältlich ist, für den gesamten Temperaturbereich von -45° bis 650 °C in offenen Umgebungen oder in geschlossenen, feuchten Umgebungen geeignet. Sie kann direkt auf Metall als Grundierung oder Decklack aufgetragen werden. Sie widersteht CUI, aber auch Unterschichtkorrosion, die durch mechanische Beschädigung unter atmosphärischen Bedingungen entsteht.
Mehr entdecken
Fachwissen und Innovation
Erfahren Sie, wie wir Kunden dabei unterstützen, maßgeschneiderte Lösungen für ihre Projekt- und Anwendungsherausforderungen zu finden.


Unsere Expertise bei hohen Temperaturen
Erkunden Sie unsere Branchenlösungen und Technologien, um Ihre Anlagen zu schützen.
ERFAHREN SIE MEHRProduktsuche
Erfahren Sie mehr über unsere innovativen Beschichtungen für eine Vielzahl von Branchen.
PRODUKT SUCHENLassen Sie uns sprechen
Wir würden uns freuen, Ihre Bedürfnisse für einen bewährten, intelligenteren Schutz von Vermögenswerten zu besprechen.
KONTAKTIEREN SIE UNS