

Two Layers are Better than Three
Dr. Jeffrey Rogozinski from Sherwin-Williams explains how to boost pipeline performance and savings with dual-layer barrier systems.
Find this article on page 15 of our new custom publication, Market Pulse - Advancements in Coatings Technology, featuring industry trends and thought leadership.
By Dr. Jeffrey Rogozinski, Global Market Director - Fusion-Bonded Epoxy/Pipe
Oil and petrol pipelines take a beating – both before and after they’re installed underground. From transportation and storage to installation and service, pipes face potential scrapes, impacts, flexions and more. These stresses threaten the integrity of the pipes themselves, but they can especially compromise the pipe’s external barrier systems, which are designed to protect them from corrosion.
Such barrier systems feature a base layer of an anti-corrosive fusion-bonded epoxy (FBE) – with some systems using just a single-layer FBE coating and others adding layers on top to protect that base layer from damage. The base layer needs to remain as intact as possible throughout a pipe’s life to prevent the pipe from corroding and developing a potentially dangerous leak or exploding. Therefore, pipeline owners and operators frequently specify multi-layer systems, which offer the base layer a range of protection from damage and moisture.
These stakeholders have two primary options for that protection. The most widely used systems feature a single FBE coating topped with an intermediate adhesive layer and a polyolefin wrap. However, these three-layer barrier systems are not compatible with the cathodic protection (CP) systems commonly used as backup corrosion protection on pipelines. In addition, they are particularly labile during field joint coating applications in which complex application processes are prone to errors and moisture trapping, which can lead to accelerated pipe corrosion.
The alternative option is a dual-layer system that offers outstanding damage-resistance characteristics with added benefits. These novel dual-layer systems feature enhanced moisture, gouge and impact resistance, while simultaneously having higher dielectric strength. This increases overall pipeline integrity, reduces installation and commission times, and can reduce the long-term costs of CP systems.
This article will explain how pipeline owners and operators can enhance safety and even reduce total pipeline installation and ownership costs by selecting moisture-resistant dual-layer coating systems for their assets.
With damage potential high, pipeline owners and operators are best served by adding a damage-resistant barrier to pipes to protect the base layer.
Necessary Protection to Boost Pipeline Safety
The base FBE layer applied in single-, dual- and triple-layer barrier systems plays an important role as the steel substrate’s first line of defence against corrosion. However, that defence can be compromised by a single scrape that exposes the steel substrate. Such areas become an initiation point for corrosion to take hold and proliferate, eventually requiring contractors to unearth the pipe to repair coatings or even replace the section of pipe.
The base FBE layer may be damaged at any point along its journey from the application shop to its service environment. That includes scratches from handling, impacts from backfilling, and scrapes from underground soil movement and pipe expansion and contraction. With damage potential high, pipeline owners and operators are best served by adding a damage-resistant barrier to pipes to protect the base layer.
Enhance Abrasion and Moisture Resistance with Dual-Layer Systems
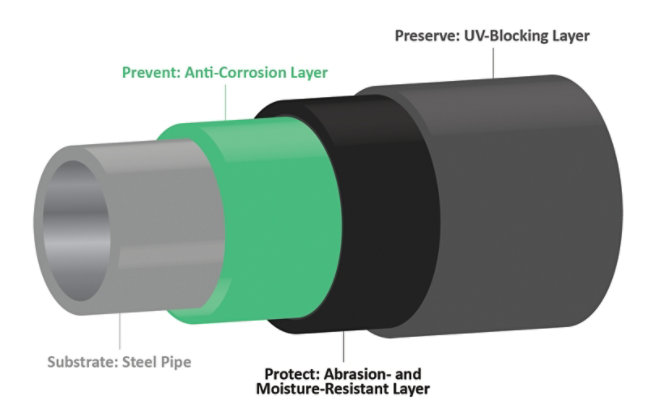
Today’s newer dual-layer coating systems feature a base anti-corrosive FBE layer topped with an abrasion- and moisture-resistant FBE overcoat (Figure 1). They are designed to not only protect the base layer from scratches caused by horizontal direction drilling (HDD) and backfilling, but to also mitigate the penetration of moisture into the coating. Blocking this moisture absorption helps to greatly reduce the potential for the coatings to delaminate as a result of fundamental adhesion loss or cathodic disbondment, a phenomenon that poses a greater concern with three-layer systems, which trap moisture, and a lesser concern with older dual-layer systems that only feature abrasion resistance.
Recent enhancements to dual-layer systems include adding robust moisture resistance to the coating, such as with Pipeclad 2060 MRO Abrasion-Resistant Overcoat (ARO) from Sherwin-Williams Protective & Marine. This reformulation of the company’s time-tested Pipeclad 2040 Flex ARO system marries abrasion and gouge resistance with a moisture barrier that inhibits water from penetrating the base-level anti-corrosion coating.
Together, the two layers protect the pipe substrate from being exposed to prevent pipeline corrosion. This combination offers superior performance attributes that should translate into cost savings for a variety of stakeholders, including major oil and petrol pipeline owners, operators and end users, as well as coating applicators, regulatory bodies, municipalities, and construction and engineering firms.
When stakeholders specify the new overcoat as part of a dual-layer coating system, they will notice that the combination has an inherently higher dielectric strength, which results in fewer false-positive holidays (discontinuities in the coating) during testing. This feature is associated with the ability of the system’s chemistry to absorb less moisture and have reduced water vapour transmission rates when compared to classical FBE chemistries.
The enhanced coating system’s aversion to moisture uptake (i.e., absorption) is also important when newly coated pipe—which may pass its initial holiday testing at the applicator with flying colours—encounters installation delays. If the pipe has been exposed to rain and snow for an extended period, the dielectric strength of FBE coatings is reduced. This reduction may create “false-positive” holiday detection prior to installation. With this system, fewer false-positive holidays will be found during the testing required prior to installation. Consequently, the enhanced dual-layer system helps reduce downtime before installation can take place.
Improved Options for Pipeline Owners
Dual-layer protective coating systems are already approved external barrier system options in specific countries, and they are gaining in popularity due to their ideal combination of benefits derived from single-layer and three-layer systems. Specifically, dual-layer systems prevent corrosion, like single- and three-layer systems; they protect the anti-corrosion layer, as seen in three-layer systems; and they enable pipeline corrosion monitoring in the same way as single-layer systems.
With the availability of enhanced dual-layer coating systems that improve upon tried-and-true ARO technology, pipeline owners and operators have a new viable option to protect their critical assets. Adopting the MRO and ARO dual-layer coating system will enhance their potential to lower installation and long-term ownership costs while meeting the needs of a growing and diverse global energy market.
Discover More
Industry Expertise and Innovation
See how we help customers find customised solutions for their project and application challenges.


Our Oil & Gas Expertise
Explore our industry solutions and technology to help protect your assets.
LEARN MOREProduct Lookup
Find out more about our innovative coatings for a variety of industries.
FIND A PRODUCT