

High-Temp Bulk Valves Encounter Additional Stresses
New coatings technology is required to accommodate a global supply chain that ships components over long distances in the open air.
Find this article on page 4 of our new custom publication, Market Pulse - Advancements in Coatings Technology, featuring industry trends and thought leadership.
By Neil Wilds, Global Product Director – CUI/Testing
For many years, epoxies and epoxy phenolics were the preferred coatings for preventing corrosion under insulation (CUI) in valves and pipes. There is good reason for this. They perform well under these limited yet challenging set of conditions.
In recent years, however, a new set of supply chain conditions has placed additional stresses on large bulk valves and pipes destined for high-temperature service in the oil and petrol and power industries. Unfortunately, unmodified epoxy and epoxy phenolics were never intended to manage these new stresses.
As the supply chain has evolved from local to global, bulk valves are travelling long distances from the place of fabrication and coating to the job site. During this journey, they are subjected to corrosive atmospheric conditions and ultraviolet (UV) rays, with unfortunate results.
For large oil and petrol downstream projects, most bulk valves are being fabricated and painted in Spain, Italy, Germany and the United Kingdom, and then transported to refineries in the Middle East. They are painted and assembled in fully erected modules before they undergo the long voyage in the open sea air of the Atlantic and Mediterranean. In addition, they may then sit in open air storage at the construction site pending installation for a considerable period of time.
This journey may extend upwards of six months to one year, during which time surface damage is exposed to C5/CX environments, first in sea transport and then in the coastal areas that most refineries – and some power plants – are located. Incorrectly formulated epoxies and epoxy phenolics do not perform well under these conditions. The result is very considerable corrosion of the valves, as well as erosion of the film base due to UV exposure. Very often, the valves must be completely re-blasted and recoated, a considerable expense for the engineering procurement companies (EPCs) that are responsible for the condition of the valves during their first five years of service.
Another challenge inherent in today’s supply chain is that bulk valves are procured before their exact operational conditions have been fully determined. These circumstances are challenging for material engineers, coatings specifiers and paint manufacturers who are responsible for specifying coatings. On the one hand, the components may need protection from CUI and high heat at specific temperature ranges. On the other hand, they may need protection from corrosion or UV degradation in atmospheric conditions. Selection of the wrong coating system can lead not only to corrosion and damage in transit, but also premature coatings failures, even within three years of operation.
What today’s complex supply chain in the oil and petrol and power industries requires is a more versatile high-performance coatings technology that is compliant with NACE SP0198-2017, “Control of Corrosion Under Thermal Insulation and Fireproofing Materials—A Systems Approach,” and protects bulk valves from a wide range of possible performance conditions.
A New Solution to Resist UV Degradation and Corrosion
Given the evolution of the supply chain for bulk valves, epoxy and epoxy phenolics have several shortcomings that should be explored fully:
1. They can be brittle in nature and subject to mechanical damage.
2. When damaged areas are exposed to corrosive environments, corrosion works its way under the film, causing flaking, blistering and disbondment.
3. They can suffer erosion or loss of film thickness due to UV exposure, unless top-coated.
Epoxy phenolics were originally used as tank linings because of their resistance to chemicals. For this application, there was no requirement to modify the formulation for UV exposure. Initially, the same was true as epoxy phenolics were employed in high-temperature applications. But as we have seen, the circumstances have changed and now UV exposure is a regular part of the service conditions for large bulk valves and pipes. Unfortunately, amine-cured epoxy-based technologies have subtle flaws. There is a weakness inherent in the carbon-carbon bonds, which have been shown to suffer from thermal and photo oxidation. The yellowing seen when epoxies are exposed to UV environments is an indication of the breakdown of the epoxy network. Eventually, this network falls apart, leading to heavy erosion.
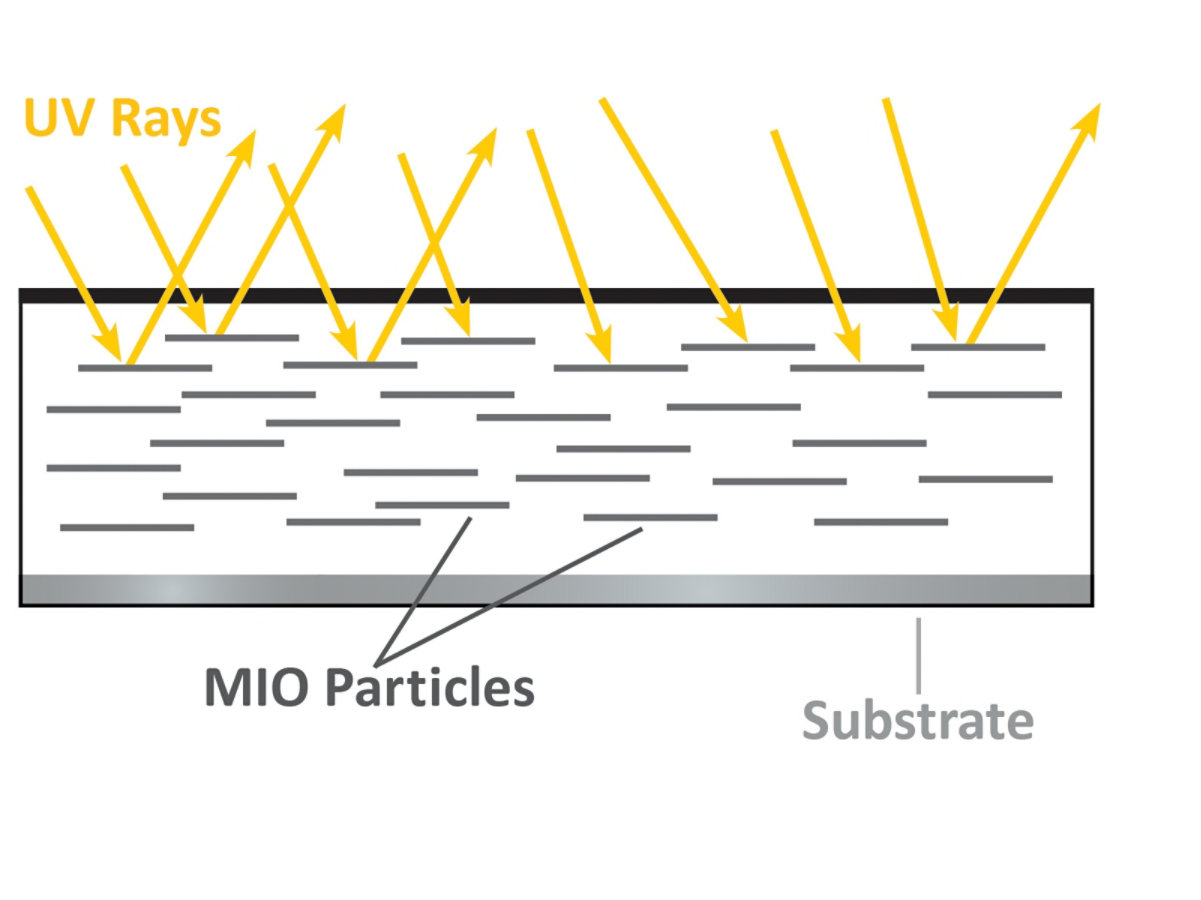
Some modification of epoxy phenolics is, therefore, necessary to fortify it against UV exposure. For example, lamellar pigments, such as micaceous iron oxide (MIO), are strong UV light absorbers. The shape and alignment of MIO particles in the coating film is highly effective in deflecting UV rays, as compared to conventional granular pigments. Acting like particles of broken glass or tiny mirrors, MIO particles are reflective, but at the same time they create a tortuous path for UV rays (see below). MIO particles are also chemically inert, resistant to high temperatures and form a physical barrier that prevents the ingress of water, oxygen and ions.
When MIO particles are used as pigment in an inert multipolymeric matrix coating (IMM), the result is a film that outperforms unmodified epoxies, both in terms of erosion resistance from UV exposure and corrosion resistance from atmospheric conditions. In the balance of this article, this formulation will be referred to as MIO/IMM – as represented by Heat Flex® Hi-Temp 1200 from Sherwin-Williams Protective & Marine.
Erosion Testing
To test the MIO/IMM formulation for erosion under UV exposure, Sherwin-Williams employed a British standard (BS EN 927-6:2018) originally devised for wood coatings and intended to simulate weathering in a high UV environment. It consists of a four-step cycle involving condensation, UV exposure and a water spray. The experiment, which consisted of 17 cycles, was conducted by a third-party lab. Results in in the graph below show that while the MIO/IMM technology resists erosion, non-modified epoxy phenolics erode rapidly. The new formulation also outperforms alkylated amine epoxy (AAE) technology, a newly released alternative to traditional epoxies for high-heat applications.
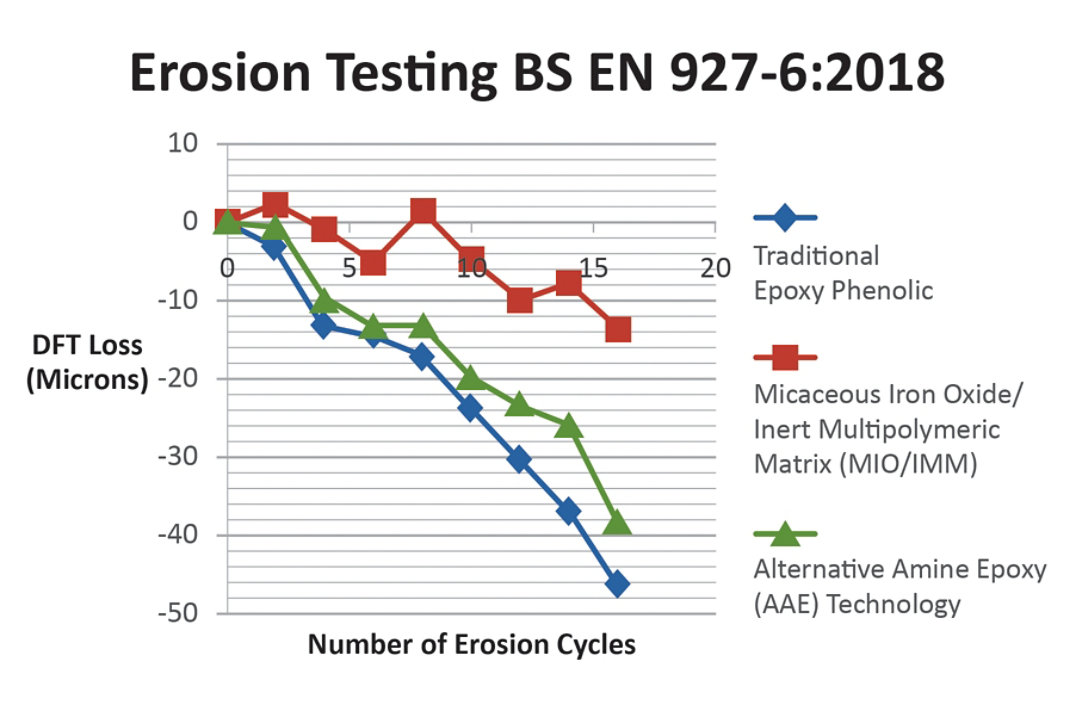
There are two main reasons for the superior performance of the MIO/IMM formulation. The silicon-oxygen bond in MIO/IMM coatings is much stronger than the carbon-carbon bond of epoxy phenolics. Further, the MIO particles protect the resin system from UV rays, unlike the non-filtering pigments in traditional phenolics.
In a separate experiment, Sherwin-Williams employed a third-party lab to conduct cyclic corrosion testing to ISO 12944-9:2018. The test consisted of wet and UV cycles over seven days. Results showed heavy chalking and film erosion in the traditional epoxy sample. By contrast, the MIO/IMM sample showed no chalking.
Corrosion Testing
The MIO/IMM formulation has been thoroughly tested in high-temperature and CUI applications, but Sherwin-Williams wanted to determine if the formulation also performs in atmospheric conditions, without heat activation or the use of an anticorrosive primer. The company therefore employed a third-party lab to test samples to ISO 12944 C5M. The test consists of a hot salt spray for 1440 hours.
The MIO/IMM coating system was applied direct to metal (DTM). Then, to simulate mechanical damage, lab technicians machined a scribe mark 1 mm in width. After the test, they measured creep from the scribed area on each sample. Results, which are shown below, document that under-film creep from the scribe marking was ≤ 0.3 mm. Remarkably, the MIO/IMM coating, without a primer, performed in a C5 environment to the ISO 12944 standard.
Sample Reference |
Panel Exposure |
ISO 2409 Adhesion Classification |
Maximum Corrosion Creep (mm) |
ISO 4628-2 Blistering (Density/ Size) |
ISO 4628-3 Rusting (Ri) |
ISO 4628-4 Cracking (Density/ Size) |
ISO 4628-5 Flaking (Density/ Size) |
158-16 |
1440 hrsNeutral Salt Spray |
1 |
0.3 |
0(S0) |
0 |
0(S0) |
0(S0) |
158-17 |
1 |
0.3 |
0(S0) |
0 |
0(S0) |
0(S0) |
|
158-18 |
1 |
0.2 |
0(S0) |
0 |
0(S0) |
0(S0) |
Technicians then proceeded to carry out a still more aggressive test protocol, the ISO 20340 ageing test (now ISO 12944 CX), which is usually reserved for the best atmospheric systems for offshore use. It consists of 4,200 hours of varied conditions, following the pattern of UV exposure, hot salt spray and freezing temperature. The results, produced by a third-party lab, showed under-film creep between 1-2 mm (shown below). That compares favourably to performance criteria used for zinc-based systems (< 3 mm) and far exceeds performance criteria for epoxy systems (< 8 mm).
Sample Reference |
Panel Exposure |
ISO 4624 Adhesion (MPa) |
Average Corrosion Creep (mm) |
ISO 4628-2 Blistering (Density/ Size) |
ISO 4628-3 Rusting (Ri) |
ISO 4628-4 Cracking (Density/ Size) |
ISO 4628-5 Flaking (Density/ Size) |
156-13 |
Unexposed Pre-test Adhesion |
1.97 |
|
|
|
|
|
156-18 |
4200 hrs Ageing Resistance |
2.59 |
1.8 |
0(S0) |
0 |
0(S0) |
0(S0) |
156-19 |
2.57 |
1.1 |
0(S0) |
0 |
0(S0) |
0(S0) |
|
158-19 |
2.41 |
1.2 |
0(S0) |
0 |
0(S0) |
0(S0) |
Conclusion: A Single-Coat Technology for the Full Range of Service Conditions
CUI coatings are often tested rigorously for their performance under insulation and at high heat, but not at all for ambient corrosion protection or resistance to UV degradation. But as the industry knows, these conditions are an inevitable part of the global supply chain for bulk valves and pipes in the power and oil and petrol industries. The coatings applied to these components must perform in the full range of conditions that they will be subjected to, not only after installation (at the back end), but also before installation (at the front end).
The main industry document for guidance in selecting coatings for high-temperature is NACE Standard SP0198-2017. Different types of coatings are designated for different temperature ranges, which can be problematic for specifiers who cannot be sure of the precise applications their bulk valves will be placed into. For example, phenolic epoxies may be specified for -45° to 150°C, whereas novella epoxies would be specified for -45° to 205°C.
Fortunately, the MIO/IMM formulation, which is available as Heat Flex Hi-Temp 1200 under the Sherwin Williams brand, is suitable for the full temperature range, from -45° to 650° C in ambient, open environments or in closed, wet environments. It can be applied direct to metal as a primer or topcoat. It resists CUI but also under-film corrosion resulting from mechanical damage in atmospheric conditions.
Discover More
Industry Expertise and Innovation
See how we help customers find customised solutions for their project and application challenges.


Our Oil & Gas Expertise
Explore our industry solutions and technology to help protect your assets.
LEARN MOREProduct Lookup
Find out more about our innovative coatings for a variety of industries.
FIND A PRODUCT